第一步整形检测
每一个轮毂进厂都要进行安全检测是否有变形。变形的轮毂采用专业的整形设备进行矫正,使上下跳动左右摇摆数值达到标准范围以内。

第二步喷砂脱漆
为保证轮毂的原厂品质,腐蚀的轮毂必须进行喷砂脱漆处理。

第三步缺口融焊
传统的轮毂缺口修复都是刮腻子,志琦采用铝合金融焊技术,对轮毂的表面缺口进行修复,确保轮毂的完整性。

第四步打磨
针对缺口融焊过后凸起部分进行抛光打磨,为降低集中应力。以达到后续喷涂表面的平整性及涂层与素材之间结合度。

第五步超声波清洗
为确保产品品质,采用原厂轮毂的清洗工艺:超声波槽水温加热到50度左右进行预脱脂、主脱脂油污处理;因铝合金容易氧化,清水漂洗后进行钝化处理,防止轮毂表层氧化;最后进行去离子水直喷清洗烘 。

第六步静电粉末喷涂
粉末喷涂是用喷粉设备把粉末涂料喷涂到轮毂表面,在静电作用下,粉末会均匀的吸附在轮毂表面,形成粉状涂层;粉状涂层经过高温烘烤流平固化形成涂层;粉末喷涂的效果在强度、附着力、耐腐蚀、耐老化方面优于喷漆工艺。

第七步轮毂工艺
针对目前市场轮毂表面工艺一般分为:烤漆、CNC拉丝、抛光、电镀、高亮银等工艺(拉丝镜头)

第八步喷色漆前品检
对轮毂里外进行品质检测,确保每个轮毂无瑕疵。

第九步色漆喷涂
按照客户的定制颜色进行色漆喷涂 ,确保里外色漆匀称。进入隧道炉进行高温烘烤。在根据车主轮毂表面工艺进行CNC拉丝或者是抛光、电镀。

第十步喷保护清漆
喷高温透明漆后进入160°烘烤隧道烘烤1小时。增加了轮毂漆膜的饱满度、硬度、韧度及轮毂表面的耐腐蚀性、抗刮性。

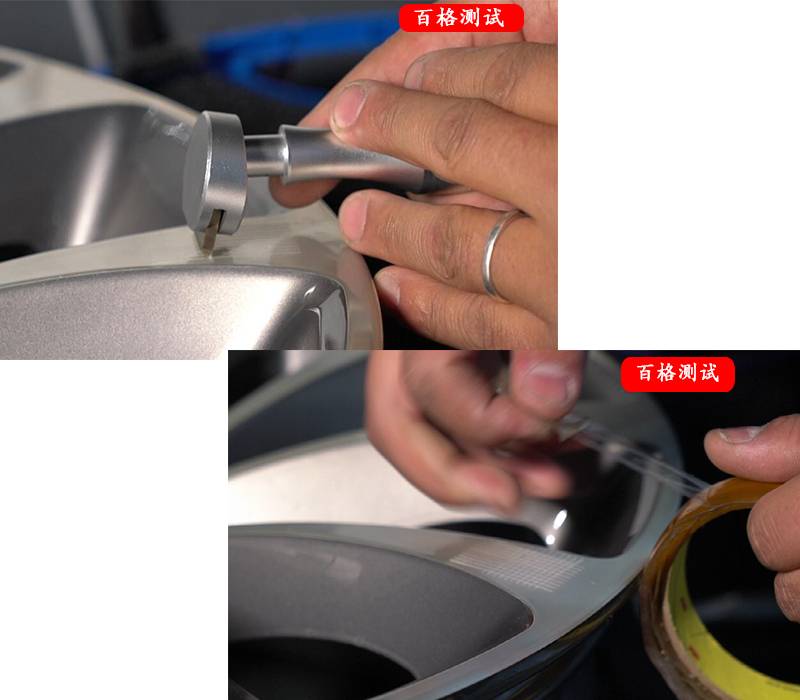
第十一步百格、盐雾测试
百格测试为了确保轮毂附着力达到行业标准;盐雾测试确保轮毂的耐腐蚀性。

第十二步膜厚测试
膜厚测试,确保每个轮毂无瑕疵